フジパイプ 施工実績レポート
CONSTRUCTION REPORT — 2026.02
フジパイプ
施工実績レポート
FRPパイプ配管システムの製作から組立まで、全工程を写真でご紹介します。
永和工業株式会社
PROJECT OVERVIEW
なぜフジパイプなのか
金属配管の腐食・錆・重量という三大課題を根本から解決するのが、繊維強化プラスチック(FRP)製のフジパイプです。
軽量かつ高強度な構造で、化学プラント・工場設備・水処理施設など、過酷な使用環境に幅広く対応。今回は FW(フィラメントワインディング)パイプ 7000シリーズを使用し、フランジとの接続を含む実配管の全工程を記録しました。

ADVANTAGES
フジパイプの3つの強み
酸・アルカリ・溶剤など各種薬液に対する優れた耐性。金属管が腐食する環境でも長期使用が可能です。
鉄の約 1/4 の軽さながら高い引張強度を持つ FRP 構造。現場での施工性・運搬性に優れ工期短縮にも貢献します。0度から100度までの幅広い温度域に対応。
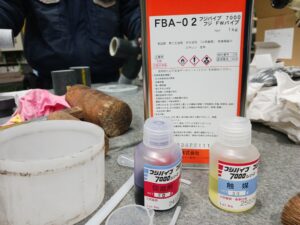
専用接着剤(FBA-02)による確実な接合。フランジ・ねじ・接着の各方式に対応し、現場での加工・組立が可能です。
USE CASES
適用事例・用途
CONSTRUCTION PROCESS
施工全工程












































































MATERIALS & SPECIFICATIONS
使用材料・仕様一覧
フジパイプ 7000シリーズは不飽和ポリエステル樹脂をベースとした FRP 配管システムです。連続使用温度は約 100℃まで対応し、各種薬液・海水・排水環境での実績が豊富です。
| 項目 | 内容 |
|---|---|
| パイプ種別 | フジ FW パイプ 7000シリーズ |
| 接着剤 | FBA-02(不飽和ポリエステル系) |
| 促進剤・触媒 | 樹脂量の約3%(気温により配合比が異なる) |
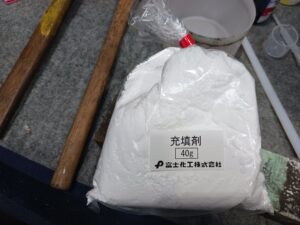
| 充填剤 | 富士化工㈱製(粘度調整用) |
| 連続使用温度 | 0℃〜 100℃程度 |
| 接合方式 | 接着接合・ねじ接合・フランジ接合 |
BEFORE YOU START
施工前の準備と注意事項
フジパイプの施工は正しい手順と安全管理のもとで行うことで、長期にわたって安定した性能を発揮します。以下の準備と注意事項を必ず施工前にご確認ください。
FBA-02接着剤はスチレンモノマーを含む有機溶剤です。作業中は必ず以下を着用してください。
・有機溶剤用防毒マスク
・耐溶剤性ニトリルゴム手袋
・保護メガネ(飛散防止タイプ)
・長袖作業服・安全靴
・十分な換気が確保できる場所で作業する
・火気(溶接、グラインダー等)を排除する
・気温5℃以下・35℃以上での接着作業は避ける
・雨天・多湿環境での屋外作業は接着不良の原因になるため避ける
・消火器を作業エリア近くに準備する
☑ バンドソー(または塩ビカッター)
☑ パイプバイス
☑ ねじ切り機
☑ デジタルスケール(0.1g単位)
☑ 調合容器(金属製またはPE製)
☑ 撹拌棒・刷毛
☑ 木槌
☑ スケール・スコヤ
☑ 拭き取り用ウエス
☑ 養生テープ
FBA-02接着剤は直射日光・高温を避け、冷暗所で保管します。開封後は密封して保存し、なるべく早く使い切ることを推奨します。保管温度の目安は5〜25℃です。促進剤と触媒は必ず別々に保管し、絶対に同じ容器に入れないでください。パイプ・継手は雨ざらし・直射日光を避けた場所に保管します。
PRODUCT INFORMATION
フジパイプ(FRPパイプ)の製品詳細
フジパイプは、富士化工株式会社が製造する繊維強化プラスチック(FRP: Fiber Reinforced Plastics)製の配管システムです。ガラス繊維を樹脂で固めたFRP素材は、金属でもプラスチックでもない第三の素材として、様々な産業プラントで採用が拡大しています。
FW(フィラメントワインディング)製法は、マンドレル(芯棒)にガラス繊維を樹脂含浸させながら一定角度で巻き付けて製造する方法です。繊維が連続しているため、高い内圧強度と均一な品質が特長で、化学プラントや水処理設備の圧力配管に広く使用されています。
フジパイプ7000シリーズは、内面に耐薬品性に優れたライナー層を持ち、外面に強度を担うストラクチャー層を持つ二層構造です。内面の平滑性が高く、流体抵抗が少ないことも特長のひとつです。
フジパイプが特に優れた性能を発揮する適用流体・環境は以下の通りです。
適用可能:海水・塩水・希硫酸・希塩酸・苛性ソーダ・各種薬液・工業用水・排水・農業用水など
使用環境:沿岸部の海水配管・化学プラントの薬液移送・食品工場の洗浄水配管・養殖場の海水循環など
不適用:濃硫酸・濃硝酸・有機溶剤・蒸気配管(100℃超の高温流体)・強酸化剤など
| 比較項目 | FRPパイプ | ステンレス管 |
|---|---|---|
| 重量 | ◎ 軽量 | △ 重い |
| 耐食性 | ◎ 優秀 | ○ 良好 |
| 初期コスト | ◎ 安い | △ 高い |
| 耐熱性 | ◎ 0℃~100℃(高温対応) | ◎ 高温対応 |
| 施工性 | ◎ 容易 | △ 溶接が必要 |
| メンテナンス | ◎ ほぼ不要 | ○ 定期点検 |
FAQ
よくあるご質問
お客様からよくいただくご質問をまとめました。
適切な流体条件・施工・管理のもとでは20〜30年以上の耐用が期待できます。金属管のように腐食・錆による劣化がないため、化学プラントや海水設備では金属管を置き換えるメリットが大きいです。ただし、使用流体の種類・温度・圧力によって耐用年数は変わります。定期的な外観検査と圧力管理が長寿命化のポイントです。
はい、可能です。フジパイプにはFRP製フランジを接着接合で取り付け、そこに金属管のフランジと接続するハイブリッド構成が可能です。KOSOコントロールバルブ(金属製)とのフランジ接続を採用しています。ガスケット・ボルト・ナットは適切な材質のものを選定し、フランジ面の平行度に注意して均一に締め付けることが重要です。
接着後は常温(20℃)で最低24時間の養生が必要です。低温環境(10℃以下)では48時間以上が推奨されます。養生時間を短縮したい場合は、加熱養生(40〜60℃)を行うことで硬化を促進できます。圧力試験を行う場合は養生完了後に実施し、規定圧力での漏れがないことを確認してから本通水してください。
はい、1本からの製作・試作にも対応しています。まずは図面・仕様書をご用意いただき、お問い合わせフォームよりご連絡ください。要件を確認の上、納期・費用のご提案をさせていただきます。
基本的には福岡近隣地での対応となります。遠方の場合は工場で製作・養生した上で現地に搬送し、現地でのフランジ接続のみ行うことで、現場作業時間を最小化することも可能です。詳しくはお問い合わせください。
SUMMARY
まとめ:フジパイプ施工のポイント
今回はフジパイプ(FW PIPE 7000シリーズ)を使用した実配管プロジェクトの全工程を、施工写真とともにご紹介しました。材料準備から切断・ねじ切り・接着剤調合・接合・組立・最終検査まで、7つのステップを経て高品質な配管アセンブリが完成します。
図面確認・材料チェック・工具整備を徹底し、作業中に中断が発生しないよう準備することが最重要です。
FBA-02の促進剤・触媒の配合量は樹脂の約3%が目安ですが、気温によって配合比が異なります。カタログ記載の表で確認を。
接着剤は管端・受口の両面に塗り残しなく塗布。塗布後は素早く差し込み、確実に打ち込みます。
常温で最低24時間の養生が必要です。硬化前の振動・衝撃は接合不良の原因になります。
永和工業株式会社では、フジパイプの製作・施工・既設配管からの更新工事まで、豊富な実績をもとにお客様の設備に最適なご提案をいたします。耐薬品性・軽量化・コスト削減など、配管設備でお困りのことがあれば、どうぞお気軽にご相談ください。現地調査・お見積りは無料で対応しております。